

The Push vs Pull Debate: Why Volume and Variability Make the Call
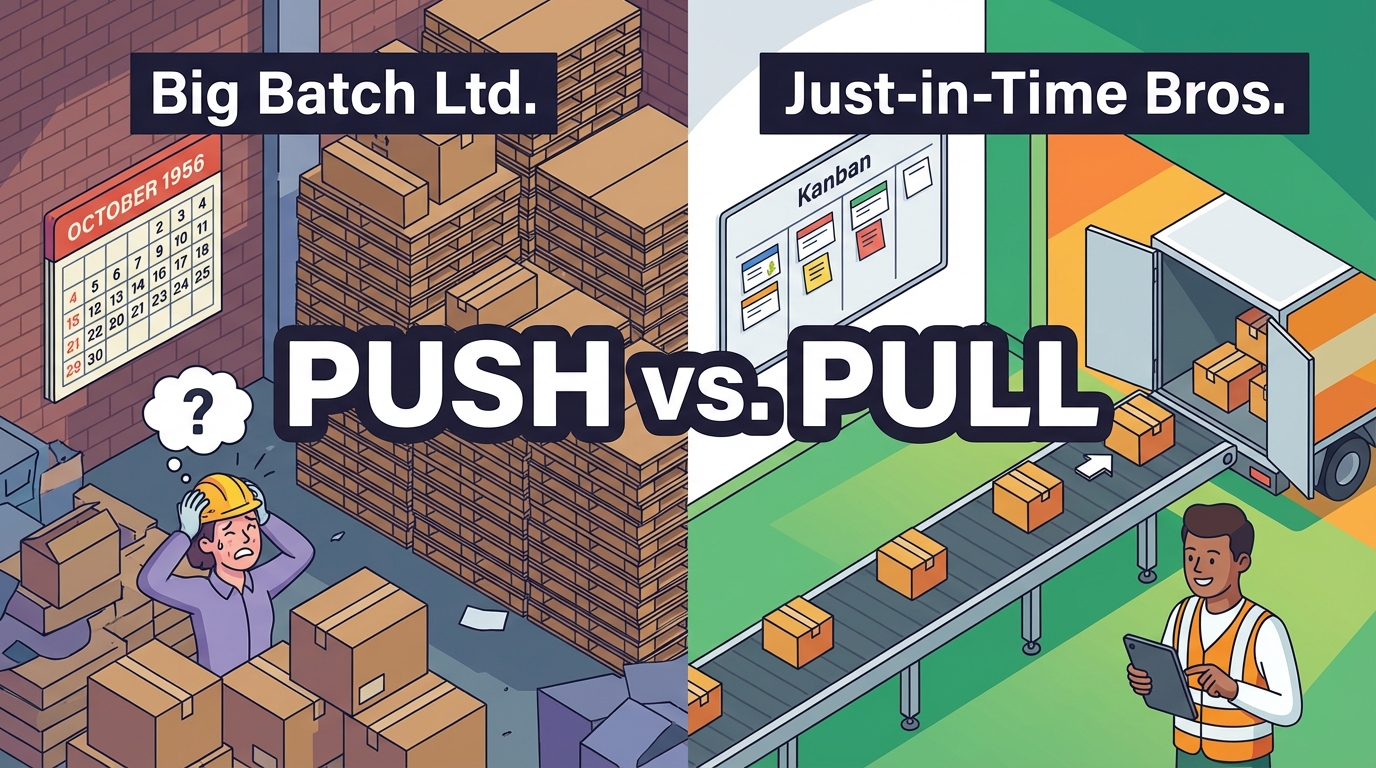
Let’s start with a tale of two factories. Imagine two metal fabricators, each turning over about £5m a year. The first, “Big Batch Ltd,” runs massive batches months in advance, guided by a Master Production Schedule resembling a 1950s railway timetable. Their warehouse is packed to the rafters. The second, “Just-in-Time Bros,” operates strictly to order, running small batches and often facing stockouts while machines sit idle waiting for signals.
Here’s the irony: both think the other is mad. Big Batch says, “How can you run a business with idle machines? You’re losing money.” Just-in-Time counters, “You’ve got half a million quid tied up in stock that might go obsolete next month. You’re insane.”
The truth? They’re both right—and wrong. The issue isn’t that one system is inherently better. It’s that “Push” and “Pull” are often treated as moral choices rather than operational ones. We get caught up in Lean jargon or MRP rigidity and forget the two factors that matter most: volume and variability.
Every factory operates on a spectrum between these two. Problems arise when your system doesn’t match your reality. You might be busy yet never deliver on time, or drown in stock but still fail customers because you have plenty of Product A when everyone wants Product B. If you’re constantly changing production plans and paying for expedited shipping, you have a mismatch.
By the end of this post, I want to help you step back from the “Lean vs Traditional” debate and view this through the lens of volume and demand patterns. We’ll explore what Push and Pull mean in practice, not theory, and determine where your factory should sit on the spectrum.
The Basics: Push vs Pull Defined
Before diving into nuance, let’s agree on definitions. Miscommunication often stems from using the same words to mean different things.
The Push System
In Push systems, production is triggered by a plan, typically based on a forecast. Whether it’s an MRP system, Master Production Schedule, or a simple spreadsheet, work and inventory are “pushed” into the next process regardless of whether the customer has ordered it yet.
For example, a plastic bottle plant might schedule production weeks in advance based on forecasted orders. They run full shifts to minimise changeovers, producing millions of bottles that are palletised and pushed into the warehouse. Push thrives in contexts with long lead times, stable demand, and commodity products where availability is key.
Push systems are often associated with traditional manufacturing environments where predictability is high. They allow for long production runs, which maximise machine utilisation and reduce per-unit costs. However, they also come with risks, particularly when forecasts are inaccurate or demand suddenly shifts. The reliance on predictions means that any deviation from the plan can lead to inefficiencies, excess inventory, or stockouts.
Push systems also offer a sense of control, which can be comforting for managers who prefer predictability. For example, in industries where downtime is costly, having a robust Push system ensures that production schedules are adhered to, minimising disruptions. However, this control can sometimes be an illusion, as unforeseen changes in demand can quickly unravel even the most carefully planned schedules.
The Pull System
In Pull systems, production is triggered by consumption. Nothing is made until someone—either the final customer or downstream process—asks for it. Mechanisms include Kanban cards, empty bin signals, or digital triggers. It’s the “supermarket” concept: you don’t bake more bread until the shelf looks empty.
Imagine a machine shop supplying an assembly line. In a Pull system, the shop waits for the assembly line to use a bin of brackets and send the empty bin back as authorisation to make more. Pull suits high variability, lower volume, or custom demand where overproduction is risky.
Pull systems are often associated with Lean manufacturing principles, emphasising flexibility and responsiveness. They reduce inventory levels and improve flow by aligning production with actual demand. However, Pull systems require stability and discipline. If processes are unreliable or poorly managed, Pull can lead to chaos, with frequent stockouts and missed deliveries.
The key difference? Push relies on future predictions; Pull relies on present reality. And predictions are rarely perfect. This distinction is critical because it highlights the inherent risks of relying too heavily on forecasts. While forecasts can provide a useful starting point, they are ultimately educated guesses, and the further out they extend, the less reliable they become.
Volume and Variability: The Game Changers
Most people stop at definitions, deciding to implement Pull everywhere to “be Lean” or Push everything because they love their MRP. But the real world is messy. You need to analyse your portfolio through two axes: Volume and Variability.
High Volume, Low Variability
Think commodity components or standard packaging. Demand is stable, and you’re likely to sell a predictable amount annually. Push works well here at the finished goods level. Large batches maximise efficiency and economies of scale. The risk lies in overstocking if demand drops or hiding quality issues in excess inventory.
For example, consider a factory producing washers. The demand for washers is consistent, and the production process is straightforward. In this scenario, a Push system allows the factory to optimise machine utilisation and reduce costs. However, the factory must carefully monitor inventory levels to avoid overproduction and ensure quality standards are maintained.
High Volume, High Variability
This is the danger zone—think retail promotional items or seasonal products. Demand is high but unpredictable. A pure Push system leads to inventory swings: stockpiling for a promo that flops or scrambling to expedite when demand spikes. A hybrid approach often works best, pushing base volume but pulling variable top-ups.
Retail environments often face this challenge. For example, a company producing holiday-themed packaging might experience a surge in demand during the festive season. A hybrid system allows the company to Push production for the base volume while using Pull mechanisms to respond to unexpected spikes in demand.
Low Volume, High Mix, High Variability
This is typical of jobbing shops or custom assembly environments. Forecasting by SKU is nearly impossible. Push at the finished goods level is wasteful. Instead, Push raw materials and common sub-components, but Pull final assembly based on firm orders.
For instance, a custom furniture manufacturer might Push raw materials like wood and screws into stock but Pull the final assembly based on customer orders. This approach minimises waste and ensures the factory can respond to unique customer requirements.
Low Volume, Engineer-to-Order
Here, almost everything is Pull. You can’t make it until it’s designed. However, you might Push standard bolts or steel sheets into stock to avoid delays.
Engineer-to-Order environments often involve complex projects with long lead times. For example, a company building custom machinery might Push generic components into stock to ensure availability while Pulling the final assembly based on project specifications.
The takeaway? You don’t choose “Push vs Pull” for the whole factory. You decide where the “decoupling point” sits for different product families. This nuanced approach allows manufacturers to tailor their systems to the specific needs of their operations, ensuring that resources are allocated efficiently and customer demands are met.
Push Systems: Pros and Cons
Push systems often get a bad rap in Lean circles, but they have their merits.
The Good
Push excels in high-volume, stable environments. For items like toilet rolls, you don’t wait for someone to flush before starting production. Push enables economies of scale and ensures instant availability for critical spare parts. It simplifies planning, offering a sense of control.
Push systems also provide a buffer against variability. For example, a factory producing spare parts for critical infrastructure might use a Push system to ensure stock availability. This approach minimises the risk of stockouts and ensures customers receive their orders on time.
The Bad
The downside is inventory risk and cash flow. Push systems spend money based on forecasts, which can be wrong, leading to obsolete stock. They also create longer lead times as WIP queues grow. Stock buffers can hide problems like machine breakdowns or quality defects.
Push systems can also lead to inefficiencies. For example, a factory producing promotional items might overproduce based on optimistic forecasts, resulting in excess inventory and wasted resources. These inefficiencies can impact profitability and customer satisfaction.
Pull Systems: Pros and Cons
Pull is the darling of modern manufacturing theory, but it has challenges.
The Good
Pull reduces inventory and shortens lead times. It improves visibility, exposing problems like machine downtime immediately. It’s flexible, allowing quick responses to actual customer demand.
Pull systems also promote continuous improvement. For example, a factory using Kanban cards to manage production might identify bottlenecks and implement changes to improve flow. This approach enhances efficiency and ensures the factory can respond to customer needs.
The Challenges
Pull requires stability. If uptime is poor or changeovers take hours, a pure Pull system will break. It also demands discipline—Kanban levels, lot sizes, and replenishment rules must be strictly maintained. Factories that slash inventory without improving stability often face chaos and stockouts.
Pull systems can also be challenging to implement. For example, a factory transitioning from Push to Pull might struggle to establish clear rules and processes. Without proper planning and training, the transition can lead to confusion and inefficiencies.
Push vs Pull by Volume: A Decision Framework
How do you decide? Stop viewing the factory as a single unit and start segmenting your products.
Step 1: Segment Your Products
Split SKUs into three buckets:
- Runners: High volume, predictable demand.
- Repeaters: Medium volume, some variability.
- Strangers: Low volume, erratic or custom work.
Step 2: Apply the Strategy
For Runners, Push works well at the finished goods level. Use Pull internally between processes to control WIP. For Repeaters, a hybrid approach is best: Push raw materials and sub-assemblies, Pull final assembly. For Strangers, rely on Pull, pushing only generic raw materials.
Step 3: Locate Your Decoupling Point
The decoupling point is where flow switches from forecast-driven (Push) to order-driven (Pull). For high-volume items, it might be at the warehouse door. For custom items, it could be at the raw material stage.
Step 4: Check Your Constraints
Identify your bottleneck. If you have a critical machine, buffer work in front of it to ensure it never stops. For example, Push raw sheets into a supermarket but Pull cutting and welding based on Kanban signals.
Real-World Hybrid Examples
Few factories are purely Push or Pull. Most use hybrids.
Injection Moulding Plant
An automotive supplier used Push for OEM parts with predictable schedules and Pull for erratic aftermarket demand. They also Pushed raw resin due to long lead times.
Electronics Assembly
An industrial controls company Pushed PCBs and chips based on forecasts but Pulled final assembly triggered by customer orders. Kanban managed shared sub-assemblies.
Bespoke Machinery Builder
A conveyor system builder Pushed stock for steel and motors but Pulled cutting and assembly based on project numbers. For standard options, they maintained a supermarket of pre-welded frames.
The pattern is clear: Push for predictable, generic items; Pull closer to the customer for variety.
Implementation Tips and Pitfalls
Changing your factory’s system is risky. Start small.
Start with One Family
Don’t overhaul everything at once. Pick one product family—perhaps a “Repeater”—and design the system for that loop first.
Map the Flow
Draw a value stream map to identify where schedules are created, WIP piles up, and firefighting occurs. Mark forecast-driven and order-driven points.
Size Buffers Deliberately
Calculate Kanban quantities based on demand, lead time, and variability. Guessing leads to stockouts or excess inventory.
Avoid “Fake Pull”
Don’t undermine Pull with weekly schedules or ignored Kanban limits. Pull requires discipline and system design.
Conclusion
Push vs Pull isn’t a moral choice; it’s a design choice driven by volume, variability, lead times, and customer expectations. Most factories need a hybrid system. The key is deciding where to place the decoupling point.
Segment your products into Runners, Repeaters, and Strangers. Map one value stream and ask, “Why are we pushing here? Could we pull instead?” Get the balance right, and you’ll stop drowning in stock you don’t need while delivering what customers actually want. That’s a better way to run a factory.
In conclusion, understanding the nuances of Push and Pull systems is crucial for optimising manufacturing operations. By carefully analysing volume and variability, and by strategically placing the decoupling point, manufacturers can create a system that not only meets customer demands but also enhances efficiency and profitability. The journey to finding the right balance may involve trial and error, but the rewards of a well-designed system are worth the effort. The ability to adapt and refine these systems over time is what sets successful manufacturers apart, ensuring they remain competitive in an ever-changing market landscape. Success lies in the ability to balance flexibility with predictability, ensuring that operations are both efficient and responsive to customer needs.
More Blog Posts
Why Lean Initiatives Fail After 6 Months (and How to Stop It)
The Push vs Pull Debate: Why Volume and Variability Make the Call
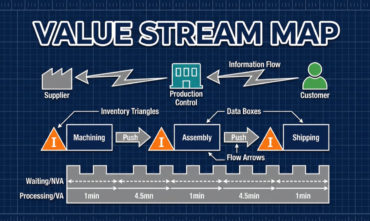
The Anatomy of a Value Stream Map: How to Identify Non‑Value‑Added Time

From Firefighter to Coach: 5 Traits That Define True Lean Leadership

Takt Time vs. Cycle Time: Understanding the Heartbeat of Your Factory

The £50,000 Question Kevin Didn’t Ask: Why Your Lean Program is Failing in Silence







To leave me a message or book a return call at a time that suits you